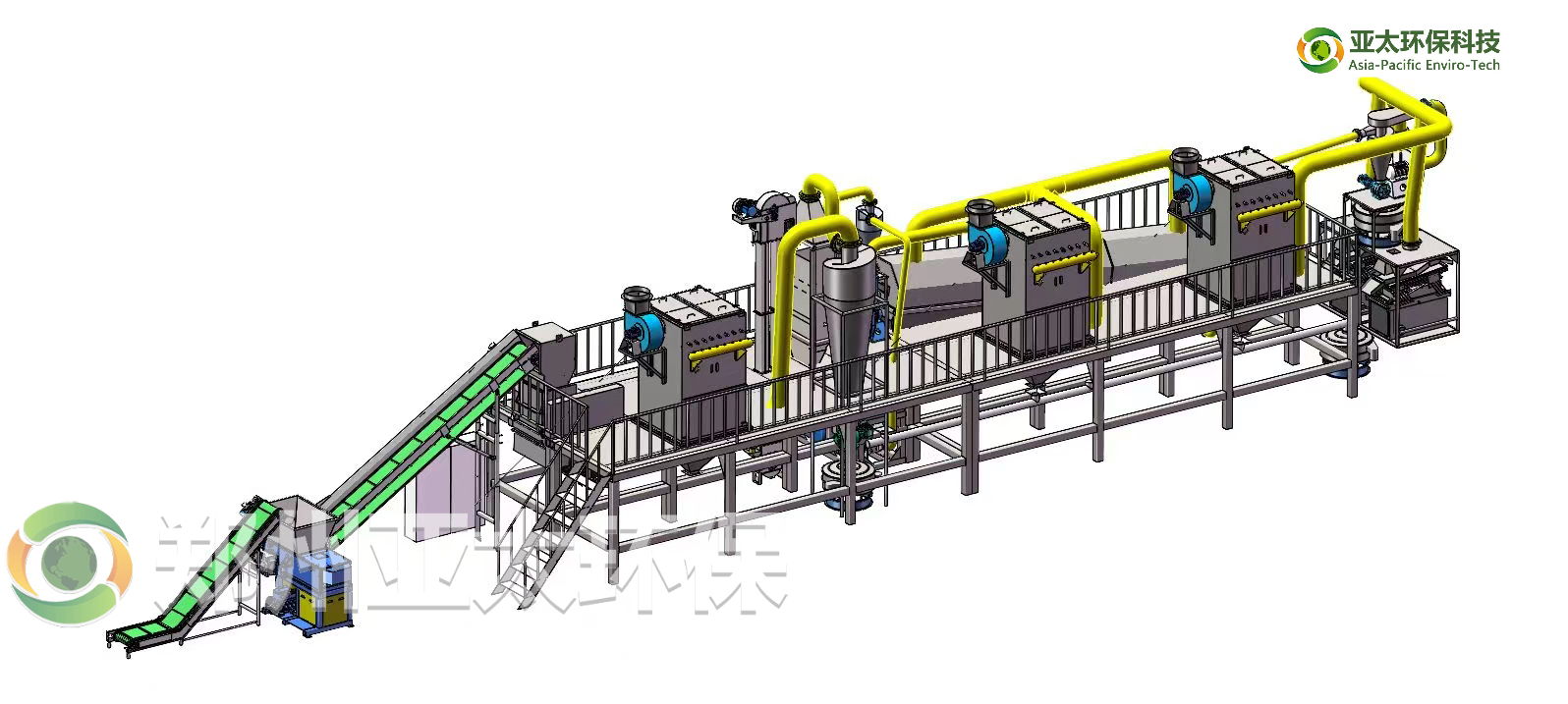
设备采用先进的预处理系统,先对电池进行安全放电,避免短路风险,再通过剥壳机分离外壳与电芯。低温烘干去除电解液中的有机溶剂,降低后续处理危险。
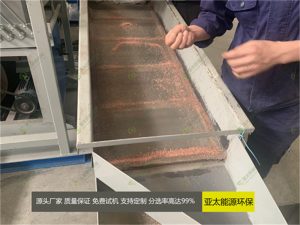
破碎与分选环节更是关键。带电破碎机在氮气保护或无氧环境下,直接破碎带电电池,不仅避免传统拆解危险,还能将回收率提升至 98%。接着,多级分选装置大显身手,利用磁选、气流分选、涡电流分选等技术,精准分离铜、铝集流体、黑粉及隔膜等组分。
热解与材料分离系统同样出色。高温热解炉在 400 - 750℃无氧环境中,分解有机物,使金属与非金属解离,黑粉回收率≥99%。化学浸出设备对黑粉进行酸浸或碱浸,锂、钴、镍等金属回收率可达 95% 以上。后续金属精炼,让铜、铝纯度达 98% 以上。同时,完善的废气净化系统,采用喷淋塔、活性炭吸附等技术,确保排放达标。
使用我们的设备,每万吨废旧锂电池可提取大量钴、镍、锂等金属,市场价值达数千万元,真正实现资源循环利用与经济效益双赢,助力环保事业迈向新高度 。